

- Úvod
- Odborné články
- Snižování výrobních nákladů pomocí analýzy vstřikovacího procesu
Snižování výrobních nákladů pomocí analýzy vstřikovacího procesu

Největší část nákladů na realizaci nového výrobku je fixována ve vývojové fázi a přípravě výroby. Tato část může tvořit až 70% celkových nákladů. Zvlášť u vstřikovaných dílů, kde se většinou jedná o velké výrobní série a nákladné jednoúčelové nástroje, může důsledná příprava výroby vést k výrazným úsporám. SMARTPLAST s.r.o. nabízí účinné softwarové nástroje pro analýzu designu vstřikovaného dílu, vstřikovací formy i vstřikovacího procesu. Část z nich je představena v tomto příspěvku.
1. Úvod
Cena vstřikovaného dílu je z největší části dána sumou těchto cen: cenou vstřikovací formy, cenou plastu, hmotností výstřiku včetně vtoků a délkou vstřikovacího cyklu. Výše těchto cen je zejména ovlivněna ve fázi designu plastového dílce, konstrukcí vstřikovací formy a technologické přípravy výroby, tj. nastavením technologických podmínek vstřikovacího procesu. Ve vývoji je fixováno až 70% celkových nákladů na výrobu, přičemž vývojová fáze představuje zhruba 5% výrobních nákladů. To je rozhodně důvod, proč věnovat vývojové fázi velkou pozornost. Protože s částkou odpovídající 5% výrobních nákladů můžeme ušetřit desítky procent celkových výrobních nákladů.(Obr. 1) Tímto se dostáváme k požadavku krizových rozpočtů: Extrémnímu stlačení výrobních nákladů, které ale nutně nemusí vést ke snížení rentability. Cílem společnosti SMARTPLAST s.r.o. je pomoc při vývoji vstřikovaných plastových dílů, nástrojů a nastavení vstřikovacích parametrů tak, aby byla dosažena co nejvyšší úspora výrobních nákladů.
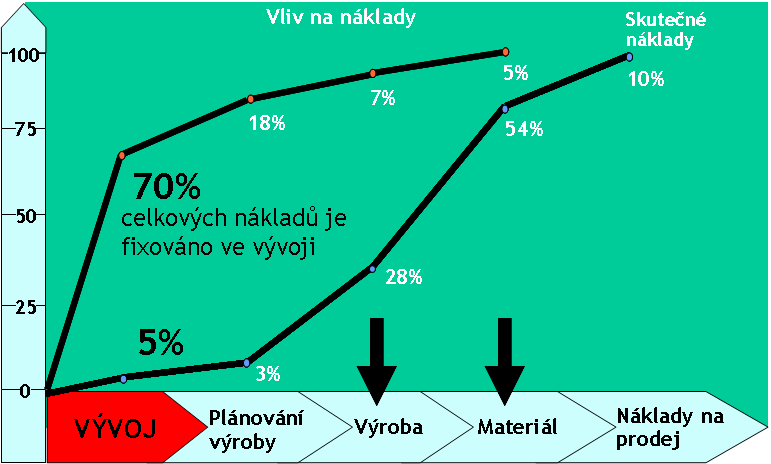 |
| Obr. 1: Podíl nákladů na vývoj, výrobu a prodej nového výrobku, vliv na tyto náklady |
2. Analýza designu dílu
Snížení výrobních nákladů ve fázi přípravy výroby můžeme ukázat na jednoduchém příkladu tělesa filtru vstřikovaného z PP plněného 20% skleněných vláken do čtyřnásobné vstřikovací formy. Pro analýzu vstřikovacího procesu byl použit Autodesk Moldflow Adviser Design 2010. Analýza na obr. 2 ukazuje isochory pro čas chlazení na teplotu vyhození dílu z formy. Pro cca 90% objemu dílu je čas chlazení nižší než 20s. Tato skutečnost musí nutně vést k úpravě designu dílu, abychom snížili čas chlazení.
 |
| Obr. 2: Čas chlazení na teplotu vyhození dílu z formy 28,7s (původní design dílu) |
3. Úprava designu dílu
 |
| Obr. 3: Úprava designu tělesa filtru |
Úprava designu tělesa filtru spočívá v redukci tlouštěk stěn žeber a příruby. Aby byla zachována tuhost tělesa je masa materiálu příruby nahrazena výztužnými žebry a upravena výška radiálních žeber. (obr. 3)
 |
| Obr. 4: chlazení na teplotu vyhození dílu z formy 20s (po úpravě designu dílu) Po této úpravě designu se čas chlazení na vyhazovací teplotu snížil o 30%. |
3. Chlazení nástroje
 |
| Obr. 5: Použití chladících věží mezi žebry sníží čas chlazení na 16,5s Jestliže ve formě použijeme intenzívní chlazení pomocí chladících věží v každé kapse dílu tvořené radiálními žebry, zredukujeme čas chlazení o dalších 15% |
3. Mechanické vlastnosti dilu
Těleso filtru musí být pro svou funkci testováno na vnitřní přetlak 1bar. Tento test byl proveden pomocí sw Autodesk Algor Simulation 2010. Těleso bylo ukotveno přírubou s otvorem (zelené šipky) a zatíženo vnitřním přetlakem 1 bar (červené šipky a fialové plochy) viz obr.6. Výsledek strukturální analýzy ukázal, že deformace tělesa vlivem vnitřního přetlaku je o 50% nižší po úpravě designu oproti původnímu stavu. Zároveň je důležité poznamenat, že po úpravě designu se snížila hmotnost dílu o 2%, což se projeví na spotřebě materiálu ve výrobě.
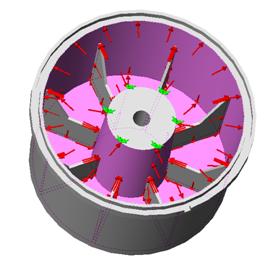 |
| Obr. 6: Zatížení tělesa vnitřním přetlakem 1bar |
 |
| Obr. 7: Maximální deformace tělesa filtru se snížila o z 0,16mm na 0,08mm, tj. o 50%. |
6. Závěr
Po úpravě designu tělesa filtru bylo dosaženo snížení času vstřikovacího cyklu o více než 30%, snížení hmotnosti dílu o 2%. Jestliže je hmotnost výstřiku 0,1 kg včetně vtoků, vstřikovací forma je čtyřnásobná a uvažujeme výrobní sérii 500 000 ks, cenu za kg polymeru 2,50€ a cenu vstřikovací formy 60 000,00€, pak dojdeme k úspoře 0,03€ na jeden díl. Jestliže úsporu vztáhneme na celou výrobní sérii 500 000 ks, pak dojdeme k uspořené částce 15 789,00€.
Petr Halaška, SMARTPLAST s.r.o., Zlín, ČR
E-mail: halaska@smartplast.cz
- autor:
- Petr Halaška
-

SMARTPLAST s.r.o.
Analýzy vstrekovania plastov, technologický dizajn plastových dielov, simulácia vstrekovania plastov, Moldflow, inžinierske a projekčné služby, prototypovanie, optimalizácia procesu vstrekovania plastov.
- www.smartplast.cz
- B. Němcové 351, Zlín
Mohlo by vás tiež zaujímať
-

Spoľahlivý partner v oblasti lisovania plastov - spoločnosť TRISPOL, Ing. František Adámek
Spoločnosť TRISPOL, Ing. František Adámek, je špecialista na vstrekovanie plastov a výrobu plastových výrobkov, foriem na vstrekovanie plastov, lisovacích nástrojov a profesionálnu 3D...
-

ALFA CHROM servis s.r.o.: Váš partner pri opravách a modifikáciách foriem a strojných súčastí
- 17.04.2024
- Vstrekovacie formy
- Údržba vstrekovacích foriem
V roku 1991 vznikla firma ALFA CHROM servis s.r.o. cieľom poskytovať vynikajúce služby v oblasti galvanizácie. Začali sme s tvrdochrómovými povlakmi na formy a strojovými súčasťami, no postupom času sme zistili, že naše zručnosti a technologické vedomosti by mohli slúžiť aj iným...
-

Rozšírenie portfólia spoločnosti PANAS Tools s.r.o. o kalibre zn.TRUTHREAD
- 12.02.2024
- Vstrekovacie formy
- Údržba vstrekovacích foriem
PANAS Tools s.r.o. zahájil novú spoluprácu so svetovo uznávaným výrobcom kalibrov TRUTHREAD, ktorý so svojimi viac ako 40 ročnými skúsenosťami na trhu, ponúka výrobu a dodávku najrozsiahlejšieho sortimentu závitových a hladkých...
-

Novinky zo sveta priemyselnej chémie od spoločnosti Spectra
- 18.12.2023
- Vstrekovacie formy
- Údržba vstrekovacích foriem
Ponuka priemyselnej chémie od českej spoločnosti Spectra sa rozšírila o niekoľko užitočných noviniek, ktoré Vám predstavíme práve v tomto...
-

AS LASER WELDING – konštrukcia vyfukovacích a vstrekovacích foriem s pomocou CAD riešení Cimatron
S nadsádzkou sa označujeme ako „partner inovátorov“, pretože pomáhame firmám s rýchlym a efektívnym vývojom, hovorí Marek Musil prokurista spoločnosti AS LASER WELDING s.r.o. Prečítajte si rozhovor o úspešnej spolupráci spoločnosti AS LASER WELDING s.r.o. so spoločnosťou technology-support s.r.o.,...
-

ALFA CHROM servis investuje do budúcnosti: rozšírené výrobné priestory a nové žeriavy Demag
- 15.02.2023
- Vstrekovacie formy
- Údržba vstrekovacích foriem
„Žeriavy Demag sú našou investíciou do budúcnosti,“ hovorí Aleš Koutný, konateľ firmy ALFA CHROM servis. Spoločnosť ALFA CHROM servis, ktorá sa venuje najmä opravám foriem pre automobilový priemysel, rozšírila počas uplynulého roka svoje výrobné priestory na dvojnásobok a vybavila ich dvojicou...
-

Mikron MILL P900: Ideálne riešenie pre nástrojárne a výrobcov precíznych dielov
- 13.02.2023
- Vstrekovacie formy
- Nástrojáreň
- Vstrekovacie formy
Spoločnosť GF Machining Solutions patrí medzi špičkových dodávateľov obrábacích strojov a riešení pre automatizáciu. Zameriava sa na výrobcov foriem, nástrojov a dodávateľov presných dielov. Do svojej ponuky preto zaradila Mikron MILL P 900 s portálovým rámom z minerálneho betónu, ktorý vám...
-

technology-support: Konštrukcia foriem s pomocou CAD/CAM Cimatron vo firme Juraj Pittner
- 05.10.2022
- Vstrekovacie formy
- Rozhovory
- Vstrekovacie formy
Pán Juraj Pittner sa pohybuje vo svete vstrekovacích foriem už 20 rokov a od roku 2011 má vlastnú konštrukčnú kanceláriu. Pred tým niekoľko rokov pôsobil ako technológ a konštruktér v nemeckej firme Meinecke Formenbau GmbH. Pre svoju prácu využíva CAD/CAM riešenie Cimatron, ktoré je určené...
-

Pokročilé riešenia horúcich vtokov zvyšujú flexibilitu a udržateľnosť vstrekovania
- 12.09.2022
- Vstrekovacie formy
- Horúce vtoky
- Vstrekovacie formy
Na veľtrhu K 2022, ktorý sa bude konať od 19. do 26. októbra v Düsseldorfe, sa spoločnosť Oerlikon HRSflow zameria na rozsiahly rad horúcich vtokov prispôsobených malým hmotnostiam výstrekov a na nový rad trysiek Xp na použitie v tenkostennom...
-

Oerlikon HRSflow: Pokročilé rozhranie človek-stroj robí ovládanie horúcich vtokov jednoduchšie a flexibilnejšie
- 04.07.2022
- Vstrekovacie formy
- Horúce vtoky
- Vstrekovacie formy
Spoločnosť Oerlikon HRSflow dôkladne prepracovala softvér riadiacej jednotky svojich systémov horúcich vtokov FLEXflow. Aktualizované rozhranie HMI (Human Machine Interface) 4.0 teraz umožňuje ešte intuitívnejšie a pohodlnejšie ovládanie. Je možné integrovať systémy s rôznymi typmi trysiek a pre...


Plastikársky slovník
