

- Úvod
- Odborné články
- ARBURG: Ako rýchlosť vstrekovania, vstrekovací objem a doba plnenia koreluje s výkonom vstrekovacej jednotky
ARBURG: Ako rýchlosť vstrekovania, vstrekovací objem a doba plnenia koreluje s výkonom vstrekovacej jednotky
Ktorý vstrekovací stroj je ten správny na akú aplikáciu? Znamená rýchly aj výkonný? A za akú cenu? Kto sa snaží odpovedať na tieto otázky porovnaním údajov z prospektov, bude sklamaný. To preto, že rôzni výrobcovia niekedy merajú za rôznych podmienok a uvádzajú natoľko odlišné parametre, že je to ako porovnávať jablká a hrušky.
Kromě vstřikovacího objemu a rychlosti jsou rozhodujícími faktory při výběru stroje také doba plnění a hmotnost dílů. Níže si ukážeme, proč výkon není vždy výkon, ale fyzika je vždy fyzika.
Názorně to lze ukázat na příkladu řidiče automobilu: předpokládejme, že někdo se chystá na dovolené přejet Alpy. Chce použít silné SUV, sportovní kabriolet a navíc přívěs s nákladem. Obě vozidla mají zhruba stejný výkon 250 kW, tj. přibližně 350 koní. Jak se na klikatých alpských silničkách bude chovat SUV a jak si vychutná zatáčky ve sporťáku? A jak se změní chování sportovního vozu, když se za něj připojí přívěs? Bude projíždět zatáčky se stejnou lehkostí? Zkušeného motoristu pravděpodobně ihned napadne správná odpověď.
Chování elektrického a hydraulického stroje ale takhle intuitivně předpovídat neumíme - proto se na to pojďme podívat v tomto článku.
Přeneseme-li tuto analogii do světa tvářecích procesů vstřikování, odpovědi nejsou v současné době nijak zvlášť jasné. Jedním z důvodů je změna technologie pohonů a dodavatelů, kteří stále častěji přicházejí z oblasti obráběcích strojů. Výsledkem je, že vstřikovací rychlost pro vstřikovací osu je v některých případech udávána lineárně v mm/s a v jiných objemově v cm3/s. Další konvenční údaje z brožury se týkají průměru šneku, objemu vstřikovací dávky a vstřikovacího tlaku. Technicky opodstatněné hodnoty jsou ty, které jsou skutečně dosaženy při plném zatížení stroje při protitlaku 2000 barů a zdvihu šneku 1 D. Většina (evropských) forem a šneků je také přizpůsobena tomuto mechanickému zatížení.
Údaje z brožury pro srovnání strojů
Poznámky pod čarou v technických listech, které uvádějí „teoretické“ volnoběžné rychlosti bez tlakového faktoru nebo s omezenou dobou dotlaku, jsou méně významné. Zda jsou takové teoretické hodnoty v brožuře nebo na obrazovce řídicího systému skutečně dostatečné k realizaci požadovaných vstřikovacích časů se strojem ve skutečném procesu, z toho nelze vyvodit. Například „teoretická“ volnoběžná rychlost 1 000 mm/s jednoduše znamená: podle datového listu se motor může otáčet dostatečně rychle, aby bylo teoreticky dosaženo uvedené rychlosti po celou dobu zdvihu šneku – ovšem bez zohlednění protitlaku ve formě, do které plast „dobrovolně“ nevtéká. Čím rychlejší je vstřikování, tím vyšší je protitlak, a tedy i tlak potřebný pro vstřikování. Kromě toho samozřejmě není možné najet na dotlak plnou rychlostí, protože forma by se bez zpomalení nevyhnutelně zcela přetížila. Této hodnoty se proto ve vlastním procesu nikdy nedosáhne.
Hydraulické versus elektrické vstřikovací jednotky
Moderní hydraulické vstřikovací jednotky vyžadují relativně malý s rezervou dimenzovaný systémový tlak, aby bylo možné využít plný vstřikovací tlak (2000 barů) při maximální naprogramované rychlosti. Tak jsou alespoň koncipovány současné datové listy hydraulických vstřikovacích jednotek. Pro rychlé a přesné vstřikování jsou hydraulicky poháněné vstřikovací jednotky obvykle vybaveny servoventilem a z hlediska dynamiky se téměř neliší. Zatímco zde lze využít akumulovanou energii a vysoký špičkový výkon, výkon potřebný pro elektrické pohony je vždy dodáván přímo ze sítě do vstřikovací osy a špičky šneku. Navíc u komerčně dostupných hydraulických vstřikovacích jednotek nehraje setrvačná hmotnost konstrukce prakticky žádnou roli (na rozdíl od elektromechanických řešení).
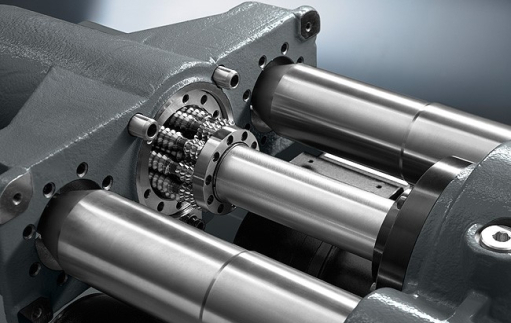
Dalším rozhodujícím faktorem elektromechanických systémů je vlastní setrvačnost. Tu je třeba překonat, aby bylo možné zrychlit hnací součásti vřetena nebo převodovky a servomotoru na požadované konečné otáčky. Zpravidla se k tomuto účelu musí využít alespoň 50 % instalovaného výkonu pohonu a dostupného točivého momentu. Dynamika servoelektrických přímých pohonů závisí do značné míry na mechanické konstrukci. Společnost Arburg vyvíjí a vyrábí pro své stroje řady Alldrive a Hidrive vlastní planetové šroubové pohony, které jsou mimořádně odolné proti zatížení a mají dlouhou životnost (obr. 1).
 | |
| Obr. 1: Přímé pohony, jako jsou planetové šroubové pohony, jsou velmi přesné a odolné. |
Aniž bychom se ztráceli v technických detailech, u elektrických vstřikovacích jednotek hraje klíčovou roli mechanické provedení a konstrukční princip a následně i cílové provedení. Dynamika a špičkový výkon, kterých lze u těchto strojů dosáhnout, mají významný vliv na cenu stroje a technické možnosti ve vstřikovacím procesu.Nebo abychom zůstali u přirovnání zmíněného na začátku: 800 kg vážící sportovní automobil, který potřebuje rozjet přívěs s 2,5tunovým SUV, již nemůže zrychlit z 0 na 100 km/h za 3 s. Tedy pokud jej vůbec ještě dokáže táhnout v 15 % sklonu, aniž by se kola protáčela.
Všechno dobré přichází ve třech – různé výkonnostní třídy
V současné době lze podle doby plnění hrubě rozdělit aplikace a pro ně vhodné vstřikovací stroje do tří tříd (tabulka 1). Většinu všech aplikací tvoří technické vstřikované díly s dobou plnění 0,3 s a výrazně delší. Pro tuto oblast jsou obecně navrženy a ideální hydraulické standardní stroje s přímým pohonem. Aplikace s extrémně krátkými dobami plnění pod 0,1 s jsou spíše doménou speciálně upravených vstřikovacích strojů, které zdaleka nenabízí každý výrobce. Patří mezi ně například tenkostěnné vysokoteplotní díly z PEEK pro klasický spotřební a elektronický průmysl. Jedním z příkladů jsou nabíjecí zástrčky pro chytré telefony.
Aplikace | Doba plnění (1D) | Typický materiál |
Technické vstřikování, silnostěnné díly | > 0,3 s | PA12, PBT |
Tenkostěnné díly | 0,1–0,3 s | PP, PE |
Speciální aplikace | < 0,1 s | PEEK |
Tabulka 1: Doba plnění u tenkostěnných dílů se obvykle pohybuje v rozmezí 0,1 až 0,3 s.
Klasickými aplikacemi s dobou plnění přibližně 0,1 až 0,3 s je zde zpracování polyolefinů do tenkostěnných obalových dílů, jako jsou kelímky (obr. 2), kbelíky nebo šroubovací uzávěry s poměrem délky natékání k tloušťce stěny 100 až 300:1. Takové tenkostěnné aplikace vyžadují vysokou dynamiku. Proto se v tomto segmentu dosud ve velké míře používaly hydraulické stroje s technologií hydraulických akumulátorů. Trendem jsou zde však i přímo poháněné elektrické nebo hybridní vysokovýkonné stroje. Zde se odděluje zrno od plev, protože pojem „vysoký výkon“ je pružný a relativní.
 | |
| Obr. 2: Pro vysokorychlostní aplikace s krátkou dobou vstřikování jsou typické tenkostěnné předměty, jako jsou kulaté kelímky, zde s čtyřdutinovou zkušební formou. |
Trojrozměrné myšlení: velikost šneku jako ovlivňující faktor
Dosažitelná vstřikovací rychlost v mm/s je jedním z charakteristických ukazatelů technického výkonu vstřikovacího stroje. Použití jednotky mm/s vlastně pochází z průmyslu obráběcích strojů, kde popisuje lineární rychlost posuvu osy. V rozměru km/h je tento přístup vhodnou jednotkou SI pro maximální dosažitelnou rychlost pohybu motorového vozidla, nikoli však pro vstřikování. Zde je situace zásadně odlišná. Je tomu tak proto, že vstřikovací jednotka stroje neplní v milimetrech, ale vstřikuje do dutin formy objem v podobě tekuté plastové taveniny. Zde vstupuje do hry velikost šneku (obr. 3).
 | |
| Obr. 3: Čím menší je šnek, tím vyšší je rychlost posuvu [mm/s] potřebná ke vstříknutí stejného objemu kapalné plastové taveniny [cm3/s]. |
Stejný vstřikovací stroj může být vybaven různými šneky. Při stejné rychlosti posuvu to vede k různým objemům toku za jednotku času, dokud není vstříknut požadovaný objem. V Evropě jsou navíc průměry obvykle odstupňovány po 5 mm, tj. 25, 30, 35 mm atd. Jiní výrobci dávají přednost standardním řadám s průměry např. 28, 32 a 46 mm, takže přímé srovnání z hlediska procesních schopností pouze na základě rychlosti posuvu nemá smysl.
Parametr doba plnění
Pro příslušnou praktickou aplikaci je nakonec důležitý objem plastové taveniny, který lze vstříknout za jednotku času, tj. doba, po kterou se „koláč peče“, než materiál ztuhne. Tento plnicí proces je charakterizován dobou plnění, na níž jsou založeny i simulace plnění. Příslušnou proměnnou je tedy objem vstřikování za jednotku času, známý jako vstřikovací objem (Q). Již od vývoje prvních řídicích systémů na konci 70. let 20. století udává společnost Arburg související fyzikální jednotku vstřikování jako vstřikovací objem v cm3/s a používá ji jako parametr datového listu po celá desetiletí. Milníkem v novější době bylo zavedení řídicího systému Gestica v roce 2016 (obr. 4).
 | |
Obr. 4: Snímek obrazovky systému Gestica z probíhajícího testu v zákaznickém centru Arburg. Při výrobě kulatých kelímků o objemu 500 ml z PP s možností IML byla optimalizována doba vstřikování na 0,13 s (žlutý pruh ve spodní části obrázku). |
Na něj lze přenést i data pro simulaci plnění. Simulace plnění může být provedena přímo na obrazovce pomocí funkce „aXw Control FillAssist“ (obr. 5).
 | |
| Obr. 5: Vizualizace simulace plnění na řídicím systému stroje. Barevný pruh dole označuje vstřikovaný objem. |
Většina strojů může pracovat s maximálním zdvihem šneku 3,5 až 4,5 D, což má však význam pouze pro silnostěnné díly a pro doby plnění v řádu sekund. Zejména v oblasti tenkostěnných dílů lze v případě běžných třízónových šneků a použitelné kapacity průtoku materiálu obvykle použít jako vstřikovací objem přibližně 1 D zdvihu šneku. Doba plnění, které se při vstřikování dosahuje při zdvihu šneku 1 D, je proto skvělým klasifikačním znakem bez ohledu na množství materiálů a šířku spektra dílů. Během této doby musí být vstřikovací jednotkou do formy vstříknuto více než 95 % tekuté plastové taveniny.
Pro proces plnění je pro danou vstřikovací jednotku a stroj rozhodující, kolik objemu taveniny dorazí do formy během dostupné doby plnění. To je další důvod, proč se v datových listech týkajících se plastů uvádí objem vstřikovaného materiálu v cm3/s místo rychlosti posuvu v mm/s (obr. 6).
 | |
Obr. 6: Snímek obrazovky systému Gestica pro nastavení parametrů procesu. Cílová hodnota pro vstřikovací objem je 1924,2 cm3/s, maximální cílová hodnota pro tlak 1800 bar. |
Tato hodnota je tedy standardizována s odpovídajícím průměrem šneku a lze ji snadno vypočítat z hlavy pro požadovaný plastový díl: za předpokladu hustoty 1 g/cm3 , objemu dílu 50 cm3 a požadované doby plnění 0,1 s. To zpočátku vede ke vstřikovacímu objemu minimálně 500 cm3/s. U elektrických pohonů, které musí být urychlovány a aktivně brzděny nezanedbatelnými setrvačnými hmotnostmi, je třeba tuto hodnotu vynásobit koeficientem 2 (tj. profil vstřikování se skládá pouze z fáze zrychlení a zpomalení). V tomto případě by tedy hodnota v datovém listu vhodná pro tuto aplikaci (bez poznámky pod čarou) měla být přibližně 1 000 cm3/s.
Vstřikovací objem versus rychlost posuvu
Pokud je to již nějaký ten pátek od vaší maturity z fyziky: pro danou rychlost posuvu a průměr šneku (přepočtený na cm) lze vstřikovací objem vypočítat následovně:
Q = Pí × ¼ D2 × v
Q = vstřikovací objem [cm3/s]
Pí ≈ 3,14
D = průměr [cm]
v = rychlost [cm/s]
Pokud je rychlost posuvu například 200 mm/s (= 20 cm/s), vyplývají pro šneky o průměru 35 a 28 mm následující vstřikovací objemy:
- 35 mm: 3,14 × ¼ x 3,52 cm2 x 20 cm/s = 192,33 cm3/s
- 28 mm: 3,14 x ¼ x 2,82 cm2 x 20 cm/s = 123,09 cm3/s
Aby bylo možné dosáhnout vstřikovacího objemu 192 cm3/s i se šnekem o průměru 28 mm, musela by být rychlost posuvu 313 mm/s místo 200 mm/s – přibližně 1,5krát vyšší než u šneku o průměru 35 mm. Závěr: čím menší je šnek, tím vyšší jsou rychlosti posuvu [mm/s] potřebné ke vstříknutí stejného objemu plastové taveniny [cm3/s].
Pro odhad, která vstřikovací jednotka je vhodná pro danou aplikaci, je třeba znát dobu plnění, hmotnost dílu nebo vstřikovací dávky a případně hustotu materiálu. Z tohoto důvodu má téměř každý technolog v kapse malou váhu. Je to proto, že na rozdíl od měrné hmotnosti plastové taveniny lze snadno určit skutečnou hmotnost vytvrzeného dílu. Zpravidla ji lze ztotožnit s objemem, který má být vstříknut při hustotě 1 g/cm3 (např. u polyolefinů), aby bylo možné zhruba odhadnout vhodnost podle datového listu (přesný výpočet podle PvT diagramu provádí u moderních strojů řídicí systém).
Výběr vhodné vstřikovací jednotky
Opět jednoduchý příklad výpočtu: předpokládejte, že vyráběné kuličkové pero váží 5 g. Vynásobte tuto hmotnost součásti počtem dutin (např. 8) a přičtěte hmotnost vtoku (např. 30 g). V příkladu to znamená hmotnost vstřikovací dávky 70 g. Doba plnění 0,5 s vede ke vstřikovacímu objemu přibližně 70 cm3 za 0,5 s, což odpovídá přibližně 2 x 70/0,5 = 280 cm3/s pro elektrické pohony podle výše uvedeného pravidla. Z datového listu nyní snadno zjistíte, která vstřikovací jednotka dosahuje objemu vstřikovací dávky 70 cm3 a vstřikovacího objemu nejméně 280 cm3/s při zdvihu šneku 1D. Tímto způsobem lze nekomplikovaně určit vhodnou vstřikovací jednotku. Pokud jsou však v brožuře místo vstřikovacích objemů uvedeny rychlosti v mm/s, budete muset použít kalkulačku.
Euromap: Standardizované velikosti vstřikovacích jednotek
Jako téměř standardní datový list se ustálilo označení vstřikovacích jednotek dle popisu Euromap 1. Jedná se o součin maximálního zdvihového objemu v cm3 a maximálního vstřikovacího tlaku v kilobarech. Toto klasifikační číslo se pak používá také pro porovnání ceny a výkonu. Příklad: Vstřikovací jednotka 800 podle popisu Euromap má v mnoha případech průměr šneku 50 mm, zdvih 200 mm a maximální vstřikovací tlak 2000 bar.
Vzhledem k tomu, že zdvih je u elektrických pohonů ekonomičtější než síla, používají různí výrobci pro daný index Euromap menší průměry šneku. Důsledkem toho je, že v souladu s poměrem čtvercové plochy je třeba realizovat větší zdvih, poměr délka/průměr a odpovídající vyšší rychlosti posuvu, aby při daném vstřikovacím objemu a době plnění vznikl ve formě stejný díl. Pro tenkostěnnou aplikaci s např. vstřikovaným objemem 100 cm3 (cca 1D zdvih) a dobou plnění 0,2 s se počítá s průtokem až 1000 cm3/s (při nastavení vstřikování pouze ve dvou fázích, tj. zrychlení a okamžitého zpomalení). Při použití šneku o průměru 50 mm by bylo dosaženo odpovídající rychlosti posuvu 510 mm/s, zatímco při průměru 45 mm by to bylo 630 mm/s. Přestože toto zvýšení o cca 23 % vypadá na datovém listu lépe, z hlediska technologie procesu jsou obě varianty identické.
Maximální výkon na špičce šneku
Označení efektivního výkonu u vstřikovacích jednotek uvedených v popisu Euromap 4 se bohužel neprosadilo v datových listech, protože skutečný pohyblivý špičkový výkon na šneku by byl parametrem, který by se promítl i do ceny, alespoň u přímo poháněných vstřikovacích jednotek.
Pro výkon platí následující:
L= P/10 x Q
L = výkon [W]
P = tlak [bar]
Q = vstřikovací objem [cm3/s]
Ve výše uvedeném příkladu je to 200 kW bez ohledu na průměr šneku. Aby bylo možné dosáhnout tohoto špičkového výkonu na konci šneku, musí se celý systém nejprve zrychlit. Jak již bylo uvedeno, u přímých elektrických pohonů hraje klíčovou roli konstrukce.
Zde opět vstupuje do hry středoškolská fyzika a s ní Newtonovy zákony setrvačnosti. Pro urychlení setrvačnosti vyžadují všechna dnes známá technická provedení přídavné síly odpovídající 0,5 až 1násobku zatěžovací síly. U výše uvedené tenkostěnné aplikace je tedy rychle dosaženo špičkového výkonu motoru 400 kW. Zde přichází na řadu na začátku zmíněný prázdninový příklad a otázka, která kombinace má skutečně smysl.
S menším šnekem a tedy i menší plochou je třeba vyvinout menší sílu pro stejný tlak. Je také otázkou, zda lze maximální tlak využít i v průběhu celé fáze vstřikování. Čistě tenkostěnné vstřikovací jednotky, které jsou určeny pouze pro krátké doby plnění a špičkový výkon, jsou méně vhodné pro doby plnění 10 s, jaké jsou vyžadovány například u tlustostěnných optických součástí. Zde by začaly kmitat nebo by se přehřívaly kvůli vstřikovacímu tlaku a dotlaku, který je třeba udržovat po dlouhou dobu – podobně jako kabriolet, který uvízl v dopravní zácpě v průsmyku s unášenou spojkou.
Zajímavá je proto zejména otázka, kolik mechanického výkonu se skutečně dostane na konec šneku při požadované rychlosti. A v případě tenkostěnných aplikací také to, jak dynamicky nebo staticky lze tento výkon řídit. V případě osvědčených hydraulických vstřikovacích jednotek byla po mnoho let vyvíjena technologie akumulátorů spolu se servoventily s velmi nízkou setrvačností. Pro výše uvedený příklad by zde bylo zapotřebí pouze asi 20 kW trvalého nabíjecího výkonu. U moderních elektrických přímých pohonů skutečně existují některé technologické pokusy o řešení problému špičkového výkonu prostřednictvím mechanické nebo elektrické meziakumulace energie. Dosud se však skutečně prosadilo pouze řešení využívající k tomuto účelu „napájecí síť“. Tento dodatečný výkon má vliv na cenu elektrických pohonů a ty se pohybují ve zcela jiném cenovém rozpětí. Navíc od určité velikosti setrvačnost skutečně „sežere“ špičkový výkon, a proto se elektrické vstřikovací jednotky alespoň zatím nestaví ve všech velikostech (obr. 7).
 | |
| Obr. 6: Servoelektrické pohony, které jsou zde instalovány ve vstřikovací jednotce velikosti 290, pracují velmi efektivně. Špičkový výkon pro dynamické aplikace se neúměrně zvyšuje s velikostí vstřikovací jednotky. |
Navzdory všem těmto výzvám je trend přecházet na elektrický pohon i u klasických trvalých zakázek s dobou plnění v rozmezí 0,1 až 0,3 s (balicí aplikace). Zde to, obrazně řečeno, neznamená pouze zdolávání průsmyku s těžkým přívěsem, ale ujetí statisíců kilometrů s ním.
Navzdory všem těmto výzvám je trend přecházet na elektrický pohon i u klasických trvalých zakázek s dobou plnění v rozmezí 0,1 až 0,3 s (balicí aplikace). Zde to, obrazně řečeno, neznamená pouze zdolávání průsmyku s těžkým přívěsem, ale ujetí statisíců kilometrů s ním.
Závěr
Pro vstřikování je důležitý objem vstřikovací dávky a doba plnění. Souvisejícím ukazatelem je vstřikovací objem v cm3/s – pravidelně měřený při protitlaku 2000 barů. Vstřikovací objem lze snadno vypočítat z aplikace a podle datového listu zpravidla zvolit vhodnou vstřikovací jednotku. Neexistuje žádný datový list o tom, jak jsou navrženy elektrické vstřikovací jednotky. Nicméně je také důležité, jaká třída je požadována. Má být stroj navržen spíše pro trvalý výkon nebo pro špičkový výkon? Obojí současně totiž nemá smysl.
- autor:
- ARBURG spol. s.r.o.
-

ARBURG spol. s.r.o.
Vstrekovacie stroje, vstrekolis, príslušenstvo pre plasty, dvojkomponentné vstrekovanie, automatizácia výroby, aditívna výroba, dopravníky pre surovinu, periférie, robotické systémy.
- www.arburg.cz
- Černovická 40, Brno
Mohlo by vás tiež zaujímať
-

FANUC: Veľtrh Robotických Príležitostí 2024
- 06.05.2024
- Stroje, zariadenia
- Robotizácia
- Výstavy
V roku 2022 spoločnosť FANUC Czech založila tradíciu vlastného podujatia vo forme veľtrhu, keď v máji minulého roka zorganizovala podujatie s príznačným názvom Veľtrh Robotických Príležitostí. Na podujatí sa prezentovala nielen spoločnosť FANUC ako hostiteľská spoločnosť, ale aj 20 jej partnerov...
-

Arburg: Nový Allrounder 720 E Golden Electric je odpoveďou na rastúci dopyt po úspornom a efektívnom stroji
V spoločnosti Arburg sme hrdí na to, že vám môžeme predstaviť našu najnovšiu inováciu - Allrounder 720 E Golden Electric. Tento model rozširuje náš obľúbený rad elektrických vstrekovacích strojov smerom nahor a ponúka úplne novú dimenziu presnosti a efektívnosti pri vstrekovaní...
-

Predaj vstrekolisov v Českej a Slovenskej republike v roku 2023
Už od roku 2011 redakcia PlasticPortal.eu® každoročne uskutočňuje prieskum predaja vstrekolisov na území Českej a Slovenskej...
-

Spoločnosť Freudenberg Sealing Technologies vyvíja extrémne teplotne odolný termoplast pre elektromobily.
- 30.04.2024
- Stroje, zariadenia
- Automotive
Spoločnosť Freudenberg predstavuje svetu novú triedu termoplastických materiálov, ktorá odoláva plameňu s teplotou 1 200 °C viac ako 25 minút. Termoplast je vhodný ako bariéra proti plameňom pre časti chladiaceho systému v lítium-iónovej batérii...
-

Čínske drviče od Profing Piešťany – inovatívne možnosti drvenia plastov na slovenskom a českom trhu
- 29.04.2024
- Stroje, zariadenia
- Recyklačné technológie
V oblasti spracovania druhotných surovín a recyklácie sa spoločnosť Profing Piešťany vyznačuje širokou ponukou drvičov a príslušenstva, ktoré sú prispôsobené konkrétnym potrebám zákazníkov. S našimi bohatými skúsenosťami a flexibilným prístupom sme schopní poskytnúť efektívne riešenia pre rôzne...
-

Spoločnosť Nordson EFD uvádza na trh nové trojosé automatické systémy pre dávkovanie kvapalín
- 26.04.2024
- Stroje, zariadenia
- Dávkovače
- Robotizácia
Spoločnosť Nordson EFD, člen skupiny Nordson (NASDAQ: NDSN) a popredný výrobca systémov pre presné dávkovanie kvapalín, s hrdosťou oznamuje uvedenie novej rady automatických zariadení pre dávkovanie kvapalín GVPlus a PROX. Obe robotické riešenia sú zamerané na pohyb, pracovný priestor,...
-

Objavte efektívne riešenie pre veľkokapacitné balenie potravín so spoločnosťou PENTA - servis s.r.o.
- 24.04.2024
- Stroje, zariadenia
- Balenie
V dnešnej rýchlej spoločnosti, v ktorej ľudia neustále hľadajú spôsoby, ako ušetriť čas a zároveň si vychutnať kvalitné jedlo, sú hotové jedlá a potraviny v škatuľkách čoraz obľúbenejšie. Tento trend si vyžaduje, aby sa potravinársky priemysel prispôsobil rastúcemu dopytu a zvýšil svoju výrobnú...

-

Efektívny prenos energie pomocou infračervených žiaričov od Excelitas Noblelight GmbH
- 19.04.2024
- Stroje, zariadenia
- Povrchové úpravy
Prestreky na plastových komponentoch narúšajú ďalšie spracovanie. Ak sa prestrekom na plastových komponentoch nedá vyhnúť, musia sa jednoducho a opakovane odstrániť. Na výstave Fakuma vo Friedrichshafene spoločnosť Heraeus Noblelight ukázala možnosti, ktoré ponúkajú moderné infračervené systémy na...
-

WITTMANN Competence Days 2024 - Žijeme vstrekovaním
Skupina WITTMANN vás srdečne pozýva na Competence Days 2024, ktoré sa uskutočnia 19. a 20. júna tohto roku v hale MARX vo Viedni. Pod mottom "Žijeme vstrekovaním" sa hostia môžu tešiť na odborné prezentácie zamerané na digitalizáciu a množstvo zaujímavých...
-

motan Group: Bezpečné, stabilné a čisté výrobné procesy
- 10.04.2024
- Stroje, zariadenia
- Periférie
- Sušenie plastov
Spoločnosť motan Group predstavuje špeciálne produkty MED, ktoré podporujú súlad s regulačnými požiadavkami. Medicínske produkty sú navrhnuté pre veľmi dlhú stabilitu a kontinuitu. Trh so zdravotníckymi technológiami sa považuje za stabilný a odolný voči...

Plastikársky slovník
