
- Úvod
- Odborné články
- Vodivé typy termoplastů - náhrada kovových materiálů v technických konstrukcích, 4. část
Vodivé typy termoplastů - náhrada kovových materiálů v technických konstrukcích, 4. část

V poslední části si rozebereme termoplasty s magnetickými vlastnostmi a vyvodíme závěr z předešlých částí článku.
Termoplasty s magnetickými vlastnostmi
Magnetické termoplasty lze například nalézt na:
- www.barlogplastics.de - KEBABLEND/M
- www.ms - schramberg.de
- www.cibas.it
- www.polymerpowderstechnology.com
- www.pptcltd.co.uk, zde i tepelně a elektricky vodivé termoplasty
- www.max.co.jp
- www.iandp.co.jp
Uvedené firmy vyrábějí a dodávají:
- sintrované magnety
- plastové deskové magnety
- plasty a kompozity
- systémy zabudování magnetů
- standardní upínací systémy pro magnety
- výpočty v oblasti použití magnetů
Magnety jsou nejčastěji vyráběny z:
- tvrdých feritových látek
- kysličníků vzácných zemin - NdFeB - Neodymium - Iron. Boron
- SmCo - Samarium - Cobalt
- Sm FeN - Samarium - Iron - Nitride
Typické hodnoty maximální magnetické indukce - T:
- ferit izotropní - 0, 21
- ferit anizotropní - 0, 40
- SmCo - 1, 02
- NdFeB - 1, 32
Magnetické plasty, respektive výrobky z nich je možno nejčastěji vyrobit těmito technologickými postupy:
- od specializovaného výrobce nakoupený magnetický polotovar se zastříkne příslušným polymerním materiálem
- polotovar - kompozit - polymerní matrice a plnivo z magnetického feritového prášku nebo prášku z kysličníků vzácných zemin - se lisuje, vytlačuje nebo vstřikuje
- nejčastějšími matricemi jsou PA 6, PA 12, PPS - jejich použití závisí i na teplotě materiálu, jímž polotovar obstřikujeme
- vyrobený polotovar je možno použít jako již hotový výrobek nebo jako insert pro další zpracování - zastříknutí
- vstřikování nebo vytlačování specializovaným kompaundérem vyrobených polymerně pojených magnetických kompozitů.
 |
| obr.: Držení magnetů z KEBABLEND M, vyrobeného při 2K vstřikovacím procesu, Foto: BARLOG plastics GmbH |
Závěr - Technologie vstřikování tepelně, elektricky vodivých a magnetických termoplastů
Obecně je možno uvést, že mezi vstřikováním standardních termoplastů, respektive kompozitních materiálů se standardními částicovými nebo vyztužujícími plnivy a granuláty s tepelně nebo elektricky vodivými vlastnostmi a magnetickými vlastnostmi není prakticky žádný výrazný rozdíl.
Při použití všech druhů a typů vstřikovacích termoplastů vždy musí platit, že vyráběný výstřik musí odpovídat požadavkům technologičnosti konstrukce výstřiků z termoplastů.
Při konstrukci výstřiků zejména z tepelně vodivých kompozitů, ale i elektricky vodivých a magnetických, je výhodné ověření jak jejich tepelných vlastností, tak i plnění formy polymerní taveninou, ověřit systém temperace formy, deformace a smrštění, případně rozložení vyztužujících plniv pomocí některého simulačního programu.
V opačném případě, granulát s těmi nejlepšími vlastnostmi je granulátem relativně drahým - podle odebraného množství od cca 7, - do cca 11, - EUR a bohužel, vyhozeným do skupiny nepodařených aplikací.
Obdobně to platí i pro vstřikovací formu, jejíž konstrukce se prakticky neliší od běžných forem.
Z pohledu použitého materiálu forem na výrobu tvarových dílů, je nutno vzít do úvahy, že ve formě se budou zpracovávat kompozitní materiály s abrazivními a v mnoha případech korozivními plnivy.
Tepelně vodivé materiály:
- sušení - standardní
- teplota taveniny - u tepelně a elektricky vodivých materiálů je doporučena, pro udržení požadovaných elektrických vlastností, vyšší než při zpracování standardních granulátů - o cca 10 až 25 °C
- teplota formy - stejná jako u standardních granulátů
- zpětný odpor na šneku - nízký
- vstřikovací rychlost - střední
- čištění plastikační komory - standardní, HD - PE, HI - PS
- horký rozvod - je akceptovatelný
- vyhazovací úkos - minimálně 1 ° na stranu
- odvzdušnění - hloubka odvzdušňovacího kanálu od 0, 013 do 0, 025 mm
- velké průřezy ústí vtoku
- recyklace - obecně do cca 20 %, protože se vyrábějí různé aplikace s různými požadavky je dobré odzkoušet procento přídavku drtě nebo recyklátu
- odstraňování vad výstřiků - platí stejná pravidla a závěry jako u standardních materiálů
Elektricky vodivé materiály:
- sušení - standardní
- teplota taveniny - stejná jako u standardních materiálů
- profil teploty na topných pásmech plastikační komory - obrácený oproti standardu, tj. u trysky nejnižší teplota, u násypky nejvyšší - nutné pro zachovaní vodivostních vlastností
- teplota formy - standardní
- zpracovávají se materiály z velké části naplněné vláknitým vyztužujícím plnivem a proto:
- nízké otáčky šneku při plastikaci
- nízký zpětný odpor na šneku
- nízká vstřikovací rychlost
- čištění plastikační komory - standardní, HD - PE, HI - PS
- vyhazovací úkos - minimálně 0, 5 °na stranu
- velké průřezy ústí vtoku
- horký rozvod - ano
- odvzdušnění - hloubku minimalizovat - cca 0, 003 až 0, 005 mm, potom musí být pro dostatečný odvod vzduch velká šířka odvzdušňovacích kanálů
- recyklace - obecně do cca 20 %, protože se vyrábějí různé aplikace s různými požadavky je dobré odzkoušet procento přídavku drtě nebo recyklátu
- odstraňování vad výstřiků - platí stejná pravidla a závěry jako u standardních materiálů
- pozor - vady povrchu jsou prakticky neodstranitelné - vyplývají z podstaty materiálu - stříbření, tokové čáry, apod.
Magnetické materiály:
- jedná se o vysoce plněné granuláty, abrazivní, s možností korozivního napadání materiálu formy i plastikační komory vstřikovacího stroje
- sušení - standardní
- teplota taveniny - vyšší než u běžných materiálů se stejným polymerem - o cca 10 až 20 °C
- teplota formy - vyšší - o cca 10 až 15 °C
- doba setrvání taveniny na teplotě v plastikační komoře a horkém rozvodu formy - co nejkratší - může docházet k tepelné degradaci až oddělení plniva od matrice
- objem vstřikované dávky - maximálně cca 60 % z max. objemu plastikační komory.
Praktické zkušenosti - vývoj tělesa reflektoru:
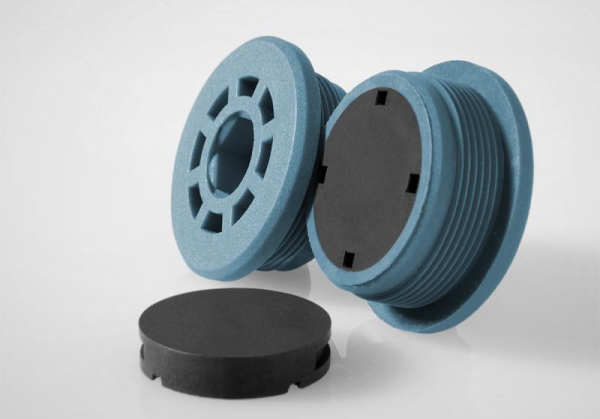
- zadání - vývoj reflektoru LED svítidla s napařenou odraznou vrstvou na jiskřeném povrchu, bez nutnosti použít hliníkový chladič, tj. těleso má fungovat i jako chladič
- rozměry reflektoru - spodní průměr cca 140 mm, výška cca 80 mm
- vstřikovaný materiál - tepelně i elektricky vodivý granulát na bázi PA 66 od firmy PolyOne, typ THERMA TECH TT 6600 - 5001, tepelná vodivost - přes rovinu 4, 5 až 5, 5 W/mK, v rovině 19 až 21 W/mK
- porovnání vybraných vlastností je uvedeno v přiložené tabulce, hodnoty převzaty z materiálových listů příslušných granulátů
- postup vývoje - 3D návrh reflektoru - úprava návrhu podle zásad technologičnosti konstrukce výstřiků z termoplastů - simulační výpočty - úprava dílu podle výsledku simulací
- konstrukce jednonásobné vstřikovací formy - tvarové díly z materiálu 1. 2343, 52 +/ - 2 HRC – vstřikování pilotního dílu pro ověření možnosti výroby a vlastností materiálu Therma Tech - pokovení zkušebních dílů
- na základě simulace navržen vtok - tyčový studený vtokový kanál o průměru ústí na výstřiku min. 8 mm
- v místě uchycení LED diody velká tloušťka dílu, podélná žebra na vnějším povrchu výstřiku
- pilotní pokus definují přiložené fotografie ve fotogalerii - vzorová destičky firmy PolyOne, vzorník jiskřených desénů a tvarů téže firmy, výstřik pilotní desky o rozměrech 90x90x4 mm, ústí vtoku o rozměrech 3x5 mm
- parametry sušení granulátu - 80 °C/6 hodin, doporučený zbytkový obsah vlhkosti v granulátu max. 0, 2 %
- teplota taveniny 295 °C - doporučení výrobce 275 až 300 °C
- teplota formy 120 °C - doporučení výrobce 80 až 105 °C
- běžnými tunelovými ústími vtoku tvarové dutiny forem nešly naplnit - malý průřez ústí
- problém - velmi rychlý odvod tepla a velmi nesnadné odstranění od výstřiku odtrženého tvaru, např. žebra z formy - běžně se odstraňuje s pomocí rozžhavené planžety, v případě materiálu Therma Tech tento z rozžhavené planžety okamžitě odvede teplo a planžetou se nepodaří zatrhlou část výstřiku natavit a z tvaru odstranit, obdobně nešel vytáhnout utržený tyčový vtok z vtokové vložky formy - rozžhavený vrut okamžitě při dotyku s vtokem zchladl
- materiál dobře teče - obsahuje grafit, který působí jako mazadlo
- zkušební deska s jiskřeným povrchem VDI 3400 Ref. 31 šla bez problémů pokovit
- díl šel, opět bez problémů, vrtat
- kruhové nálitky na zkušebním vzorku se lehce odlamovaly, materiál je křehký - viz fotogalerii
- vzhled dílu - viz fotogalerii
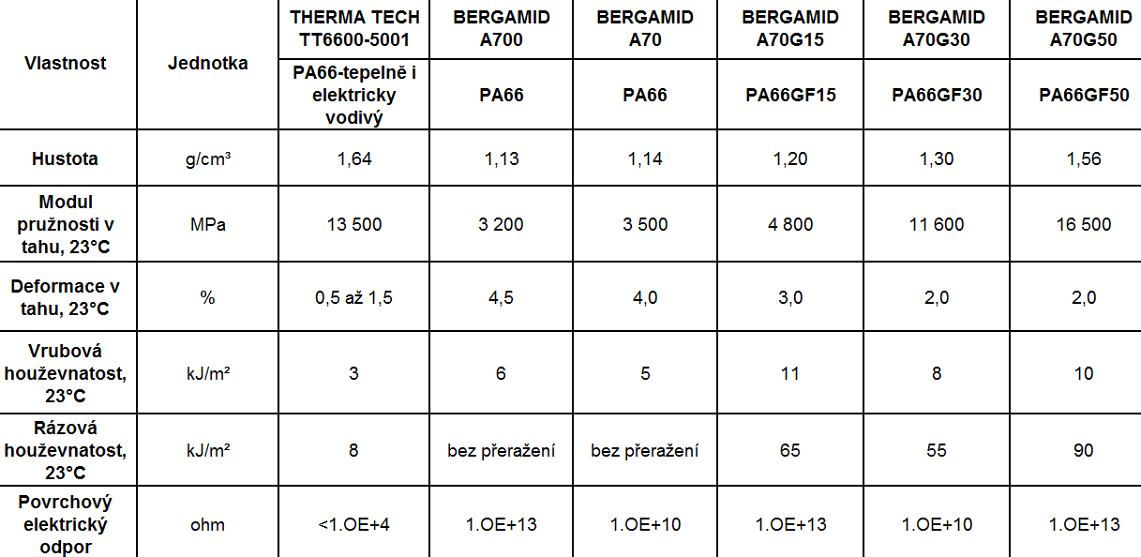 |
| tabulka |
Závěr projektu - na základě, z pilotního projektu, zjištěných skutečností a konečného termínu představení nového reflektoru, je projekt z vodivého plastu pozastaven; reflektor bude, v této fázi řešení, vyroben standardně s hliníkovým chladičem. V další etapě bude rozhodnuto pokračovat ve vývoji reflektoru jako chladiče nebo jej převzít z první etapy řešení a hliníkový chladič nahradit výstřikem z tepelné vodivého plastu.
- autor:
- Lubomír Zeman
Fotografie



Mohlo by vás tiež zaujímať
-

Radiačne zosieťované plasty namiesto kovov
Lacná a jednoduchá výroba robustných komponentov. Vysokoenergetické žiarenie môže zlepšiť mechanické, tepelné, chemické a tribologické vlastnosti plastov do takej miery, že v niektorých aplikáciách môžu nahradiť...
-

OptiXs, s.r.o. - Ako zvárať plasty laserom
- 27.03.2024
- Spracovanie plastov
- Lasery
Laserové zváranie plastov má v porovnaní s inými metódami spájania niekoľko výhod, ale jeho správna implementácia si vyžaduje znalosť technológie a často je prínosom diskusia so znalým dodávateľom zariadení už na začiatku vývojového cyklu...
-

Weppler Czech s.r.o. - Ponúkame všetko pod jednou strechou!
Naša spoločnosť sídli v Českej republike, kde sme si vybudovali silnú pozíciu na trhu a získali dôveru mnohých zákazníkov. Sme súčasťou skupiny Weppler Group. Špecializujeme sa na výrobu plastových a kovových dielov pomocou viaczložkového vstrekovania a vysekávania, lisovania a montáže kovových...
-

Prípadové štúdie funkčných dielov pre 3D tlač od spoločnosti Stepanek3D
- 13.12.2023
- Spracovanie plastov
- 3D technológie
Spoločnosť Stepanek3D, zaoberajúca sa rôznymi činnosťami v oblasti 3D tlače, vytvorila prípadové štúdie pre funkčné diely v tejto oblasti. Súčasná 3D tlač umožňuje v mnohých prípadoch vyrábať finálne funkčné diely v dostatočnej presnosti s dostatočnými mechanickými...

-

Radiačne zosieťované plasty majú ohromný potenciál pre elektromobily
Spoločnosť BGS Beta-Gamma-Service GmbH & Co. KG. poskytuje komplexné služby v oblasti priemyselného ožarovania a optimalizácie plastových výrobkov. Na otázky o radiačnom sieťovaním plastov v automobilovom priemysle odpovedal Ing. Michal Daněk, Ph.D., ktorý je špecialistom v tejto...
-

PLASTIKA digitalizuje výrobu a pri kontrole využíva umelú inteligenciu
Kroměřížska firma Plastika, ktorá vyrába diely pre automobilový priemysel, vsádza na moderné technológie. Nasadzuje systém, kde výroba prebieha cez terminál. A s kontrolou, ktorá stráži, či ide všetko tak, ako má, pomáha v dnešnej dobe populárna umelá...
-

Tyrania indexu toku taveniny
- 06.09.2023
- Spracovanie plastov
- Akcie
- Recyklované plasty
Plastikársky priemysel bude v nasledujúcich rokoch 2025 až 2030 čeliť významným výzvam. Európsky pakt pre plasty sa zaväzuje dosiahnuť priemerný podiel recyklovaných plastov v hotových plastových výrobkoch a obaloch na úrovni 25 - 30...
-

BGS a Biopolyméry – nové možnosti použitia v elektronike a elektrotechnike s využitím radiačného sieťovania
Výrobky v elektrotechnickom a elektronickom priemysle (EaE) musia spĺňať vysoké štandardy spomaľovania horenia a často náročné tepelné požiadavky. Polyméry, ktoré sú dostupné na trhu, tieto požiadavky...
-

BGS: Elektrónový “booster” plastov pre elektromobily
Elektromobilita kladie vysoké nároky na používané materiály. Preto sa automobilky a dodávatelia musia uchýliť k drahým, vysokovýkonným plastom. Pre mnohé aplikácie sú cenovo výhodnými alternatívami plasty, ktorých vlastnosti sa výrazne zlepšia úpravou vysokoenergetickým elektrónovým...
-

BGS Irradiation Service Days: Virtuálny veľtrh na tému radiačného sieťovania plastov pre e-mobilitu, strojárstvo, káblový a elektrotechnický priemysel
- 16.09.2022
- Spracovanie plastov
- Akcie
- Radiačné technológie
Spoločnosť BGS Beta-Gamma-Service, špecializovaný poskytovateľ služieb v oblasti radiačného sieťovania plastov a radiačnej sterilizácie plastov, vás už druhýkrát pozýva na virtuálny veľtrh BGS Irradiation Service Days -...

Plastikársky slovník
