

- Úvod
- Odborné články
- Ekonomické a ekologické výhody elektrických pohonov v ultrazvukových zváracích strojoch
Ekonomické a ekologické výhody elektrických pohonov v ultrazvukových zváracích strojoch

Ako celosvetovo uznávaná technológia je ultrazvuková technológia priekopníkom v oblasti zvárania, rezania, utesnenia, dierovania a nitovania polymérov, spracovania textílií a netkaných textílií, ako aj rezania potravín.
Již tak velmi účinný proces spojování pomocí ultrazvukové technologie, známý svými krátkými časy procesu a cyklu, je ještě efektivnější pomocí servo-elektrického pohonu a výsledkem je zlepšení kvalitu svaru plastové sestavy dílů.
Jak malé série, které se často vyrábějí na ručních pracovištích, tak i velká výrobní množství, pro jejichž výrobu jsou použité předsuvné jednotky nebo Inline moduly které se používají v automatizovaných výrobních procesech, mohou být vyráběna za velmi nízké náklady. Pohled na podrobnosti stojí za to, aby bylo možné identifikovat a využít další potenciál úspor.
Jedním z těchto potenciálů je technologie pohonu v ultrazvukových svařovacích strojích. Zatímco mechanické vibrace používané pro svařování jsou generovány piezzo-keramikou, svařovací jednotka je stále primárně poháněna pneumaticky.
V posledním desetiletí se elektrické servomotory etablují jako moderní, dynamické a vysoce přesné pohony a díky své účinnosti zažily široké přijetí ve výrobě.
Následující výhody vyplývají z elektricky poháněných ultrazvukových strojů a systémů:
+ Rozšířená, vylepšená parametrizace a kontrola svařování nebo řezání aplikací prostřednictvím procesu řízeného rychlostí
+ Vysoká dynamika s přesným obráběním a reprodukovatelností
+ Udržitelné snižování provozních nákladů
Výsledné výhody postupně přinášejí změnu směrem k servo-elektrických pohonům i tam, kde v současné době stále dominuje servo-pneumatika, i tam dojde v příštích letech k jasnému převratu, jak je již známo z jiných průmyslových odvětví.
Svařovací procesy - řízené rychlostí versus sílou
Sílou řízený proces svařování (typický režim svařování pro pneumatické a servo-pneumatické pohony)
Proces svařování je navržen tlačením do svařované součásti. Rychlost tavení a výsledný průběh svařování jsou výsledkem akustických reakcí svařované části a tvoření taveniny. Úpravy v procesu svařování se provádějí prostřednictvím bodů změny přítlaku v závislosti na dráze svařování, čase, energii, výkonu nebo absolutní poloze.
Rychlostí řízený proces svařování (u servo-elektrických pohonů je preferován nový režim svařování)
Dráha svařovací části procesu je dána otáčkami řízeným pohonem ultrazvukového svařovacího stroje. Svařovací síly generované v procesu jsou výsledkem akustických reakcí svařované součásti, rychlosti svařování a tvorby taveniny. Možné profilování rychlosti se přednostně provádí přepínacími body závislými na poloze. Alternativně může přepínání probíhat dle funkce času, energie, absolutní polohy a síly.
Rychlostně řízené svařovací procesy přesně řídí tvorbu taveniny a jsou méně citlivé na nekonformní chování při svařování.
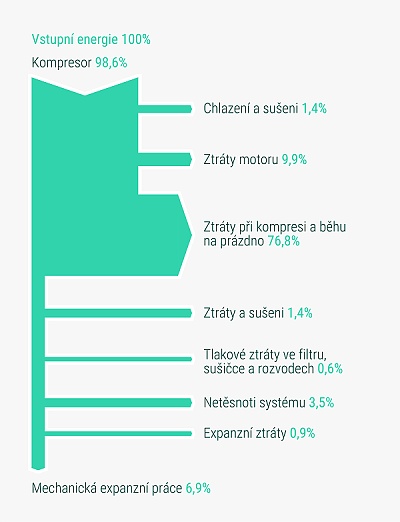
Ultrazvukové svařovací stroje měli tradičně pneumatické, poté částečně také servo-pneumatické pohony, které v malé míře mohou napodobovat několik možností elektrických pohonů, jako je výběr startovací polohy v rámci celkového zdvihu. To však vede ke zvýšené spotřebě stlačeného vzduchu během provozu i pohotovostním režimu, i když nedochází k žádné výrobě v důsledku stálé aplikace stlačeného vzduchu souvisejícího s provozem systému a netěsností pneumatického systému.
Stlačený vzduch je jedním z nejdražších přenašečů energie ve výrobních závodech a kromě technické infrastruktury pro výrobu, čištění, sušení a distribuci vyžaduje vysoké elektrické výkony, protože účinnost při výrobě je nízká a je třeba energii kompenzovat. Náklady rostou s úrovní tlaku požadovaného v napájecím rozvodu. Z tohoto důvodu se mnoho společností snaží omezit tlak v systému na maximálně 6 barů. To však snižuje možný rozsah svařovací síly a tím i rozsah použití pneumatického ultrazvukového svařovacího systému.
Náklady na stlačený vzduch se obvykle pohybují v rozmezí 1,5 až 2,7 centu za Nm³ při 6 barech.
 | |
Typický servo-pneumatický pohon s průměrem válce 63 mm a zdvihem 150 mm spotřebuje při klidovém stavu stroje při přívodním tlaku 6 barů přibližně 0,85 Nm³ / h. Tím však lze dosáhnout pouze svařovacích sil do maximálně 1 700 N, aby bylo možné dosáhnout svařovacích sil až přibližně 2 400 N, je nutné takové systémy tlakovat přívodním tlakem vyšším než 8 bar, což zvyšuje spotřebu vzduchu při klidovém stavu na 1,5 až 1,6 Nm³ / h.
V procesu ultrazvukového svařování je spotřeba vzduchu výsledkem pojezdového pohybu, svařovacího zdvihu a požadovaných svařovacích sil.
V názorném svařovacím procesu se 140 mm svařovacím zdvihem, tj. přísuvným pohybem, s parametry procesu 750 N spouštěcí silou a 1 500 N svařovací a přídržnou silou a souvisejícími časovými parametry 0,5 s doba svařování a 1 s doba přidržení spotřeba na svařovací cyklus je přibližně 0,0071 Nm³ při vstupním tlaku 8 bar.
Pokud vezmete tyto hodnoty a použijete je ve výrobním prostředí, ve kterém je na manuálním pracovišti svařeno 15 dílů za minutu a výroba probíhá 7 hodin denně, výsledkem je spotřeba vzduchu přibližně 45 Nm³.
V automatizovaném výrobním prostředí, které produkuje rychlostí 30 cyklů za minutu ve 3 směnném provozu, je spotřeba vzduchu 310 Nm³ za den.
Pokud se předpokládá průměrný nákladový faktor 2 centy na Nm³ stlačeného vzduchu po dobu 5 pracovních dnů po dobu 50 týdnů, vzniknou náklady na stlačený vzduch 225 eur pro manuální pracovní stanici a 1 550 eur pro automatizovaný výrobní systém.
Tyto náklady vznikají výhradně za pohyb pneumatického pohonu a zajištění požadovaných svařovacích sil. Elektrická energie pro řídicí, vizualizační a bezpečnostní technologii, jakož i pro generování ultrazvuku zde není předmětem úvah.
Moderní ultrazvukové svařovací stroje s elektrickými pohony potřebují pouze 0,000173 kWh pro srovnatelné procesy ultrazvukového svařování (klid, pohyb, nárůst síly).
Na základě typické současné průměrné ceny průmyslové elektřiny pro rok 2020 ve výši 19 centů za kWh (Statista GmbH, 2020) jsou náklady na energii 52 EUR pro manuální pracovní stanici a 355 EUR pro vysokorychlostní automatizovaný systém výroby výsledek svařovacího procesu vysvětlen jako příklad.
Společnosti musí každé čtyři roky provést energetický audit pomocí kvalifikovaných a akreditovaných energetických auditorů.
Studie poradenské společnosti PwC ukazuje, že mezi středně velkými společnostmi ve všech odvětvích byla více než třetina z nich schopna snížit náklady na energii v efektivních výrobních systémech o 20 procent a více prostřednictvím investic. Vysoká energetická účinnost produktů a procesů bude v příštích několika letech klíčovým faktorem odlišujícím se od konkurence. (WEIMER MEDIA GmbH, 2021)
Kromě toho je na základě opatření na úsporu energie také možné získat dotace, které podporují společnosti s jejich investicemi.
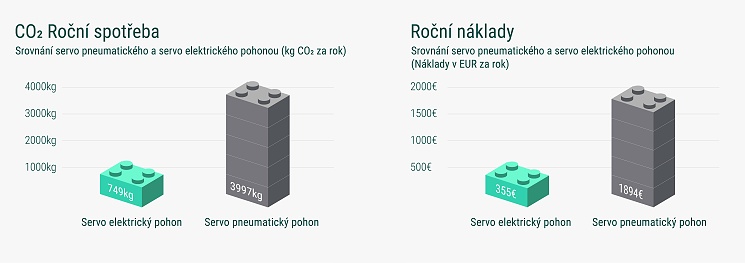 | |
Servo-elektrický pohon ve srovnání se servo-pneumatickým pohonem šetří náklady na energii 4/5 - Servo-elektrický pohon sníží emise CO2 o 80% |
Kromě rozšířených možností pro konstrukci vysoce přesných ultrazvukových svařovacích procesů nabízejí elektricky poháněné systémy významný potenciál úspor, pokud jde o energii potřebnou pro hnací pohyby a nárůst výkonu, a tak významně přispívají ke snížení stopy CO2 ve výrobě. V neposlední řadě není nutné investovat do infrastruktury pro výrobu, skladování a správu stlačeného vzduchu pro nová výrobní prostředí.
Potenciál peněžních úspor servo-elektrických ultrazvukových svařovacích strojů je ve srovnání s pneumatickými nebo servo-pneumatickými ultrazvukovými svařovacími stroji kolem 80%.
Ekologický potenciál: Zvyšování klimatické neutrality a snižování spotřeby surovin snížením emisí CO2 o 80%.
- autor:
- MS Ultrasonic Technology Group
-

MS Ultrasonic Technology Group
Ultrazvukové zváranie plastov, jednoúčelové zariadenia a nástroje, ultrazvukové zariadenia, zváračky plastov.
- www.ms-ultrasonic.cz
- Karlstraße 8 – 20, Spaichingen
Mohlo by vás tiež zaujímať
-

Efektívny prenos energie pomocou infračervených žiaričov od Excelitas Noblelight GmbH
- 19.04.2024
- Stroje, zariadenia
- Povrchové úpravy
Prestreky na plastových komponentoch narúšajú ďalšie spracovanie. Ak sa prestrekom na plastových komponentoch nedá vyhnúť, musia sa jednoducho a opakovane odstrániť. Na výstave Fakuma vo Friedrichshafene spoločnosť Heraeus Noblelight ukázala možnosti, ktoré ponúkajú moderné infračervené systémy na...
-

WITTMANN Competence Days 2024 - Žijeme vstrekovaním
Skupina WITTMANN vás srdečne pozýva na Competence Days 2024, ktoré sa uskutočnia 19. a 20. júna tohto roku v hale MARX vo Viedni. Pod mottom "Žijeme vstrekovaním" sa hostia môžu tešiť na odborné prezentácie zamerané na digitalizáciu a množstvo zaujímavých...
-

motan Group: Bezpečné, stabilné a čisté výrobné procesy
- 12.04.2024
- Stroje, zariadenia
- Periférie
- Sušenie plastov
Spoločnosť motan Group predstavuje špeciálne produkty MED, ktoré podporujú súlad s regulačnými požiadavkami. Medicínske produkty sú navrhnuté pre veľmi dlhú stabilitu a kontinuitu. Trh so zdravotníckymi technológiami sa považuje za stabilný a odolný voči...
-

Preskúmajte riešenia pohonov od Mitsubishi Electric s energetickou účinnosťou
- 05.04.2024
- Stroje, zariadenia
- Automatizácia
V každom priemyselnom odvetví sa dnes úspora elektrickej energie stáva niečím úplne nevyhnutným. Nie je to ovplyvnené len rastúcimi cenami energií a meniacimi sa predpismi, ale aj rastúcimi očakávaniami zákazníkov, ktorí čoraz viac preferujú spoločnosti, ktoré fungujú šetrne k životnému...
-

Spoločnosť Sumitomo (SHI) Demag pozýva zákazníkov na svoju Roadshow po 14 krajinách
- 03.04.2024
- Stroje, zariadenia
- Vývoj výrobkov
20-metrový mobilný výstavný priestor so všetkými najnovšími technológiami vstrekovania a nástrojmi na úsporu času, ktoré spracovateľom plastov ponúkajú najrýchlejšiu cestu k vyššej produktivite a vyšším prevádzkovým...
-

Zostavte si ideálny ovinovací stroj s PP-983 s PENTA - servis spol. s r.o.
- 29.03.2024
- Stroje, zariadenia
- Balenie
V dnešnom dynamickom obchodnom svete, kde je čas doslova peniazmi, hľadajú firmy najefektívnejšie a najprispôsobivejšie spôsoby, ako zabezpečiť a expedovať svoje produkty. Poloautomatické ovinovacie stroje PP-983 predstavujú revolučné riešenie pre tých, ktorí požadujú flexibilitu, rýchlosť a...
-

Nový dávkovací systém PICO® Nexμs™ spája dávkovanie kvapalín s efektivitou Priemyslu 4.0
- 22.03.2024
- Stroje, zariadenia
- Dávkovače
- Priemysel 4.0
Nordson EFD, spoločnosť skupiny Nordson (NASDAQ: NDSN) a popredný výrobca systémov pre presné dávkovanie kvapalín, predstavuje bezkontaktný systém PICO Nexμs, ktorý prináša revolúciu v efektivite dávkovania pomocou...


-

Najnovšie trendy v oblasti vibračných triediacich systémov od spoločnosti Vibrofeed - MTR s. r. o.
Spoločnosť Vibrofeed - MTR s.r.o. sa zaoberá návrhom a výrobou kvalitných vibračných podávacích a triediacich systémov využívaných na automatizáciu procesov v rôznych priemyselných...
-

PP KOVANDA: KOLABORATÍVNA ROBOTIKA alebo ako rýchlo a efektívne vyriešiť nedostatok pracovnej sily?
- 15.03.2024
- Stroje, zariadenia
- Robotizácia
V PP KOVANDA sa touto problematikou zaoberáme už mnoho rokov a ako jeden z popredných českých systémových integrátorov a špecialistov na kolaboratívnu robotiku máme jasno! Riešením je flexibilné, kompaktné, viacúčelové, ale predovšetkým bezpečné...
-

Absolútny rekord výroby v Kia Slovakia
- 29.02.2024
- Stroje, zariadenia
- Automotive
Automobilka vyrobila v minulom roku vyše 350-tisíc áut, čo je historicky najviac. Najvyrábanejším modelom zostal v roku 2023 Kia Sportage. Hlavné exportné trhy tvorili veľké ekonomiky v Európe - Veľká Británia, Nemecko a Španielsko. Spoločnosť zároveň zvýšila počet vyrobených motorov na viac ako...

Plastikársky slovník
